FHE Series
High-efficiency heat recovery dehumidification for residential applications.
- Capacity:30 l/24h
- Air flow:130 to 260 m³/h
- Refrigerant:R134a
- Application:Radiant systems

Technology
- High-efficiency heat recovery unit
- Dual air/water condenser
- Low energy consumption EC fans
- Microprocessor control
GENERAL FEATURES
The FHE series dehumidifiers have been designed to ensure dehumidification and air renewal in residential environments with high energy efficiency. They incorporate a cross-flow heat recovery unit that optimises energy consumption, ensuring thermally neutral or cooled supply air according to the needs of the installation.
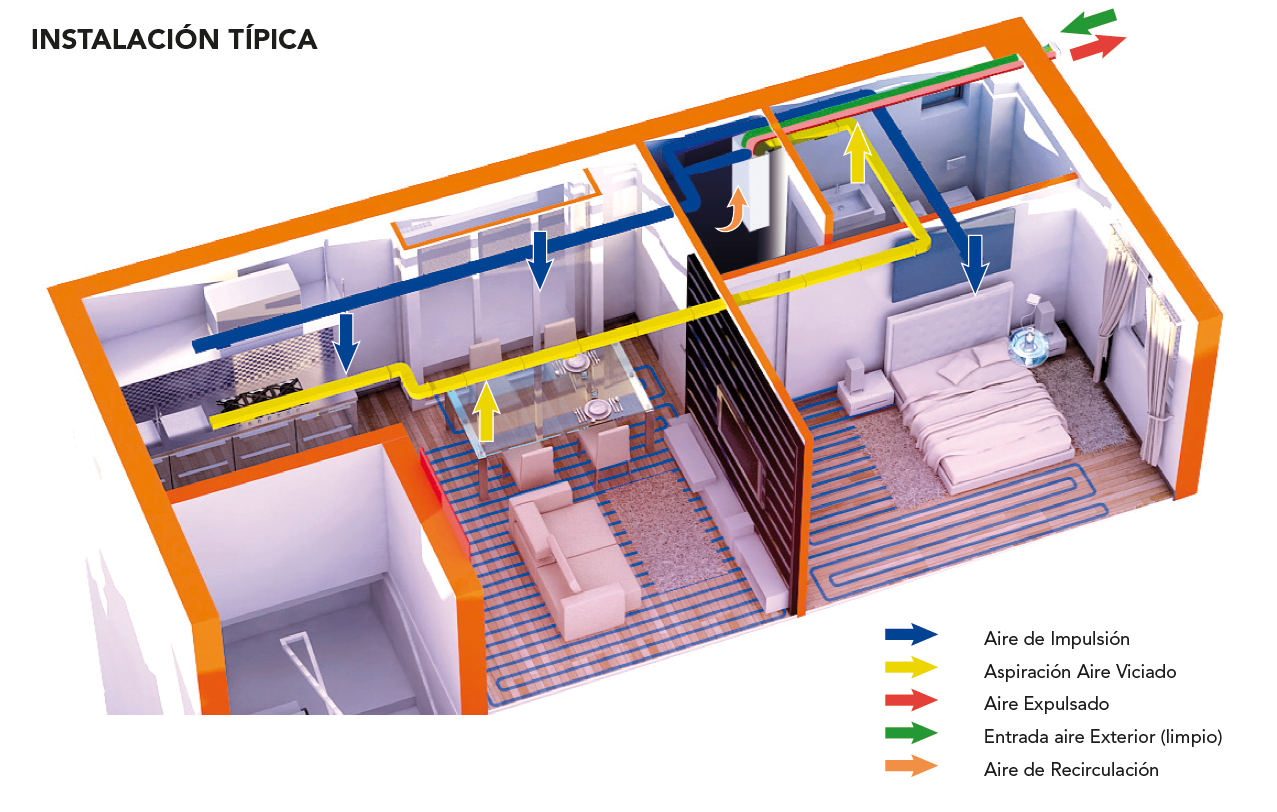
Typical installation
Construction and Components
Joinery
All units in the FHE series are made of galvanised sheet metal and painted with polyurethane powder in an oven at 180°C, ensuring high resistance to corrosion and atmospheric agents. The structure is designed with removable panels to facilitate access to internal components during maintenance operations. The condensate tray is supplied as standard in stainless steel.
Refrigeration circuit
The refrigeration circuit is of direct expansion and is made with components from leading international brands, complying with current regulations. It uses refrigerant R134a and includes all the necessary elements for its proper functioning, such as a drier filter, expansion element, and control valves.
Compressor
The compressor is of the reciprocating type, equipped with a thermal protection relay. It is mounted on rubber anti-vibration supports that reduce noise levels and vibrations, increasing the durability of the equipment.
Heat exchange batteries
The batteries are constructed with copper tubes and high-efficiency aluminium fins. This configuration allows for excellent heat exchange and low air pressure drop, optimising the overall performance of the system.
Heat recovery unit
It incorporates a high-efficiency cross-flow heat recovery unit with PVC plates, capable of achieving recovery values of up to 90%. This system significantly reduces energy consumption by harnessing the energy from the extracted air.
Fans
The unit features double-inlet centrifugal fans for supply and plug-type fans for return, both equipped with high-efficiency EC motors. This solution ensures quiet operation and reduced energy consumption.
Air filtration
The air filters are made from high-efficiency synthetic materials, ISO class ePM10 50% according to UNI EN ISO 16890 standards. They are easily removable, facilitating cleaning and maintenance, ensuring good indoor air quality.
Microprocessor and control
All units are equipped with an advanced microprocessor that manages the operation of the refrigeration circuit, ventilation, and hydraulic components. It allows for temperature and humidity control, alarm management, air flow regulation, and integration with monitoring systems via serial communication (optional).
Regulation and valves
The system incorporates a three-way modulating valve for proper management of the hydraulic circuit, as well as motorised dampers for controlling recirculated and fresh air.
Control and safety devices
Includes multiple protection systems such as anti-ice control, temperature and humidity probes, management of dirty filters, and operation control based on the equipment's operational limits, ensuring safety and reliability under all working conditions.
Technical Specifications
| Parameter | FHE 26 |
|---|---|
| Dehumidification capacity (l/24h) | 30.5 |
| Cooling power (W) | 1380 |
| Power absorbed (W) | 395 |
| Nominal current (A) | 2.1 |
| Power supply | 230 / 1 / 50 |
| Air flow (m³/h) | 130 - 260 |
| Available pressure (Pa) | 50 |
| Refrigerant | R134a |
| GWP | 1430 |
| Sound level (dB(A)) | 45 |
| Type of fans | EC centrifugal |
| Type of heat exchanger | Cross flow (up to 90%) |
| Filtration | ISO ePM10 50% |
| Installation | Horizontal / ducts |
| Working temperature (°C) | 5 - 35 |