SDA Series
High-performance dehumidifiers designed for industrial and commercial applications.
- Application:Industrial / commercial
- Installation:Ambient or ducted
- Refrigerant:R410A
- Control:Advanced electronic

Technology
- Industrial use
- Precise humidity control
- Continuous operation
- Electronic control
GENERAL FEATURES
The SDA series has been designed for applications where precise humidity control is required in industrial and commercial environments. These units stand out for their robustness, reliability, and continuous operation capability, adapting to demanding conditions and providing stable performance over time. Thanks to their optimised design, SDA equipment ensures high energy efficiency and excellent dehumidification capacity, contributing to improved air quality and protecting both facilities and production processes. Their versatility allows for integration in both ambient installations and ducted systems, facilitating adaptation to different configurations and project needs.
Construction and Components
Structure and carpentry
The SDA series units are constructed with high-strength galvanised steel panels, treated with anti-corrosive coatings that ensure a long service life even in demanding industrial environments. The chassis design provides high structural rigidity, minimising deformation and vibrations during continuous operation.
The modular configuration of the structure allows for quick and easy access to all internal components, facilitating maintenance, inspection, and technical service tasks. Additionally, the integrated thermal insulation reduces energy losses and prevents the formation of external condensation.
Refrigeration circuit
The refrigeration circuit is optimised to ensure stable and efficient operation under intensive working conditions. It uses R410A refrigerant and high-reliability components, including a hermetic compressor, expansion valve, dehydrator filter, sight glass, and service valves.
The system incorporates control and safety devices such as high and low pressure switches, thermal protection, and operating control systems that ensure the stability of the equipment and prolong its service life.
Compressors
The SDA units incorporate high-performance compressors designed to operate continuously in industrial applications. These compressors offer excellent energy efficiency and are protected by safety systems that prevent overloads and abnormal conditions.
They are mounted on anti-vibration supports that significantly reduce the transmission of vibrations to the structure, decreasing noise levels and improving comfort in the installation environment.
Heat exchange batteries
The evaporation and condensation batteries are made with copper tubes and high-efficiency aluminium fins, designed to maximise heat exchange and ensure optimal performance of the dehumidification process.
Their design allows for efficient operation even in demanding conditions, maintaining a high moisture extraction capacity and stability in operation.
Ventilation
Equipped with high-performance centrifugal fans, the SDA units guarantee a constant airflow and a homogeneous distribution of treated air. These fans are designed to adapt to both ambient installations and ducted systems.
They allow for operation with suitable available pressures, ensuring proper functioning even in complex or long duct networks.
Filtration system
The filtration system incorporates easily accessible air filters, designed to retain suspended particles and protect the internal components of the equipment. This helps maintain system efficiency and improve the quality of treated air.
Maintenance is simple and quick, allowing for the cleaning or replacement of filters without the need for special tools.
Defrosting system
The SDA units incorporate control systems that manage defrost cycles, preventing ice formation on the evaporator and ensuring continuous operation even in unfavourable temperature conditions.
This system optimises work cycles and ensures service continuity without performance losses.
Control and regulation
The electronic control system using a microprocessor allows for precise management of all the operating parameters of the equipment. It automatically regulates the cycles of dehumidification, ventilation, and safety.
Thanks to this intelligent management, energy consumption is optimised and stable control of relative humidity is guaranteed, adapting to environmental conditions in real time.
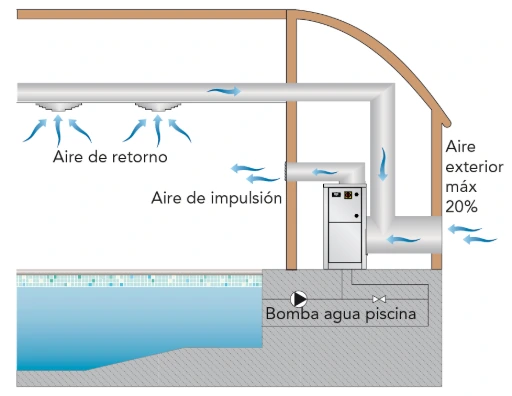
Installation Diagram
Technical Specifications
| SDA | 75 | 100 | 150 | 153 | 200 | 203 |
|---|---|---|---|---|---|---|
| Humidity absorbed at 30°C - 80% (l/24h) | 78.4 | 108.2 | 163.7 | 163.7 | 205.9 | 205.9 |
| Humidity absorbed at 30°C - 60% (l/24h) | 56.3 | 77.2 | 113.1 | 113.1 | 144.7 | 144.7 |
| Humidity absorbed at 27°C - 60% (l/24h) | 49.5 | 68.2 | 100.0 | 100.0 | 128.3 | 128.3 |
| Humidity absorbed at 20°C - 60% (l/24h) | 35.4 | 49.1 | 72.3 | 72.3 | 91.4 | 91.4 |
| Nominal power absorbed at 30°C - 80% (kW) | 1.4 | 1.8 | 2.2 | 2.2 | 2.8 | 2.8 |
| Maximum absorbed power (kW) | 1.9 | 2.1 | 2.9 | 2.9 | 3.6 | 3.6 |
| Auxiliary electric resistance (kW) | 3.0 | 3.0 | 6.0 | 4.5 | 6.0 | 4.5 |
| Maximum absorbed current (A) | 8.0 | 9.7 | 13.0 | 13.0 | 16.7 | 16.7 |
| Starting current (A) | 25.1 | 38.1 | 41.6 | 41.6 | 64.6 | 64.6 |
| Hot water battery (kW) | 7.5 | 8.5 | 13.9 | 13.9 | 15.2 | 15.2 |
| Heat recovery unit (kW) | 1.1 | 1.7 | 2.3 | 2.3 | 3.0 | 3.0 |
| Air flow (m³/h) | 800 | 1000 | 1500 | 1500 | 1800 | 1800 |
| Available pressure (Pa) | 50÷150 | 50÷150 | 50÷150 | 50÷150 | 50÷150 | 50÷150 |
| Refrigerant | R410A | R410A | R410A | R410A | R410A | R410A |
| GWP | 2088 | 2088 | 2088 | 2088 | 2088 | 2088 |
| Gas charge (kg) | 0.55 | 0.55 | 1.10 | 1.10 | 1.10 | 1.10 |
| CO₂ equivalent charge (t) | 1.15 | 1.15 | 2.30 | 2.30 | 2.30 | 2.30 |
| Sound power (dB(A)) | 59 | 61 | 67 | 67 | 69 | 69 |
| Sound pressure (dB(A)) | 45 | 47 | 52 | 52 | 54 | 54 |
| Power supply | 230/1/50 | 230/1/50 | 230/1/50 | 400/3+N/50 | 230/1/50 | 400/3+N/50 |